

 English
English عربى
عربى
Home / News / Industry News / Why Choose a Square Port Rotary Valve Over Standard Round Port Designs?
Industry News
Content
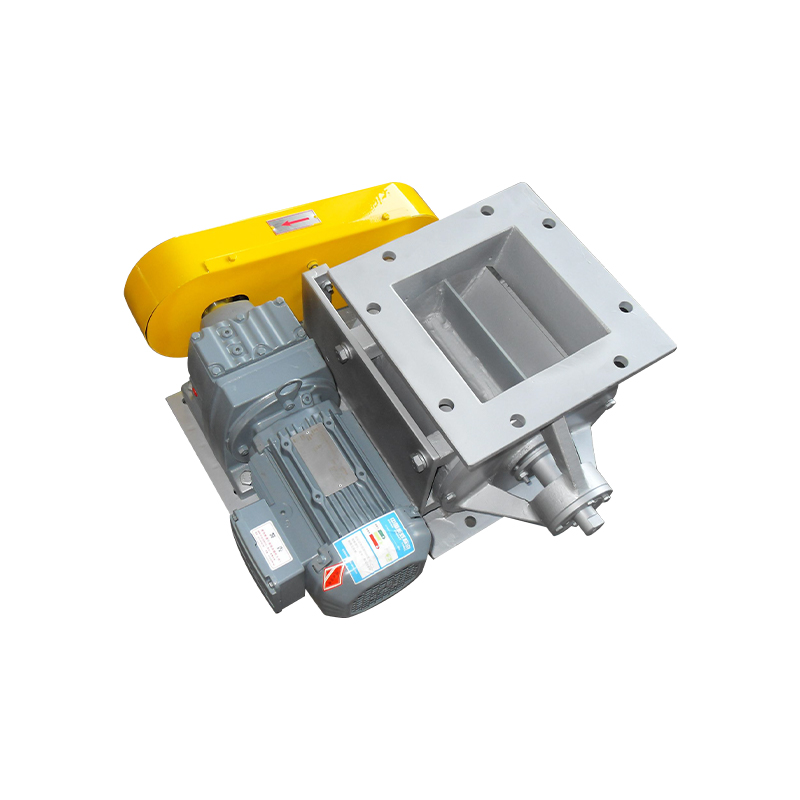
A square port rotary valve — also called a square port airlock, rotary feeder, or rotary airlock valve — is a bulk solids handling device that meters, controls, and transfers dry particulate or granular materials from one process zone to another while maintaining an airlock seal between zones of different pressure. The core operating principle is simple: a rotor with multiple pockets or cells rotates inside a close-tolerance cylindrical housing. Material falls into open pockets at the inlet, is carried through the valve body by the rotating rotor, and is discharged through the outlet at the bottom of the housing. The tight radial clearance between the rotor tips and the housing bore — typically 0.05 to 0.15 mm in precision valves — provides the pressure differential seal that prevents gas or air from bypassing the valve and disrupting upstream or downstream process conditions.
What distinguishes a square port rotary valve from a standard round port design is the geometry of the inlet and outlet openings. In a round port valve, the inlet and outlet flanges have circular openings. In a square port valve, these openings are rectangular or square — matched to the cross-section of square or rectangular ductwork, hoppers, and convey lines that are common in certain industries. The square port geometry is not simply a cosmetic difference: it fundamentally changes the pocket fill efficiency, the discharge characteristic, and the suitability of the valve for specific bulk material types and upstream equipment configurations. Square port valves provide a larger effective opening area relative to the rotor diameter than equivalent round port configurations, improving throughput and reducing the tendency for bridging and plugging with irregularly shaped or cohesive materials.
Understanding the practical differences between square and round port designs helps engineers and procurement managers select the right valve configuration for their specific application. The comparison goes beyond port shape and touches on fill efficiency, material degradation risk, leakage performance, and cleaning requirements.
| Feature | Square Port Rotary Valve | Round Port Rotary Valve |
| Port opening area | Larger relative to rotor diameter | Smaller relative to rotor diameter |
| Pocket fill efficiency | Higher; material enters pocket more fully | Lower; circular opening limits fill area |
| Bridging tendency | Lower; wider opening reduces arch formation | Higher for cohesive or large-particle materials |
| Particle degradation risk | Lower shear at inlet corners | Moderate; rounded edges can cause particle nip |
| Compatibility with square ductwork | Direct bolt-on connection; no adapter needed | Adapter transition piece required |
| Air leakage rate | Comparable; depends on rotor clearance | Comparable; depends on rotor clearance |
| Typical applications | Dust collection, pneumatic conveying, food processing | Granular free-flowing materials, plastics, grain |
The rotor is the most critical component in a rotary valve, and its design determines how effectively the valve handles the target bulk material, how much air leaks through the valve under pressure differential, and how easily the valve can be maintained and cleaned. Square port rotary valves are available with several rotor configurations, each optimized for different material characteristics and service conditions.
The open-end rotor is the most common configuration for standard duty applications. The rotor consists of a central shaft with radial vanes that extend to the rotor tip — the pockets between vanes are open at both ends, with the housing end plates forming the pocket sidewalls. Open-end rotors are easy to clean, provide excellent material discharge, and are suitable for most free-flowing and moderately cohesive bulk materials. They are the default rotor type for square port valves used in dust collection systems, cement and fly ash handling, and general powder processing. The primary limitation of open-end rotors is air leakage through the end clearances between the rotor and the housing end plates — at higher pressure differentials, bypass air flows through these end gaps, reducing conveying efficiency and potentially causing material counter-flow at the inlet.
Closed-end rotors incorporate end plates or shrouds on both ends of the rotor, enclosing the pockets and significantly reducing end leakage compared to open-end designs. The closed-end configuration provides tighter airlock performance at elevated pressure differentials — typically up to 1.0 bar (15 psi) in heavy-duty designs — making it the preferred choice for dense-phase pneumatic conveying systems, pressurized reactor feed applications, and any service where maintaining a reliable pressure seal between process zones is critical to system performance. The trade-off is that closed-end rotors are more difficult to clean thoroughly and are less suitable for sticky or hygroscopic materials that tend to accumulate in the enclosed pocket corners.
Beyond rotor end design, square port rotary valves are built in two fundamental housing configurations that determine how material exits the valve. In a drop-through configuration — the more common arrangement — material falls by gravity through the inlet at the top, is carried around by the rotating rotor, and discharges by gravity through the outlet at the bottom of the housing into a receiving conveyor, bin, or conveying line. In a blow-through configuration, the outlet port is positioned tangentially at the side of the housing and connected directly to a pneumatic conveying air stream that sweeps material out of each pocket as it comes into the discharge position. Blow-through valves are used when the receiving conveying line is horizontal or slightly inclined and gravity discharge alone would not reliably empty each rotor pocket before it rotates back to the inlet position.
Square port rotary valves are specified across a wide range of industries where bulk solids must be metered, transferred, or airlocked between process stages. The square port geometry is particularly well matched to the following application contexts:
The housing and rotor material of a square port rotary valve must be matched to the abrasiveness, corrosiveness, temperature, and regulatory requirements of the bulk material being handled. Incorrect material selection is one of the most common causes of premature valve wear and unexpected maintenance costs in rotary valve installations.
Correct sizing of a square port rotary valve for a given application requires calculating the required volumetric throughput and then selecting a rotor size, pocket volume, and rotational speed combination that delivers this throughput within the recommended operating range. Oversized valves running at very low RPM suffer from inconsistent pocket filling and erratic metering; undersized valves running at maximum speed wear rapidly and deliver insufficient throughput.
The basic sizing relationship is: Required volumetric flow rate (m³/hr) = Rotor pocket volume (liters) × Number of pockets × Rotational speed (RPM) × 60 × Fill efficiency factor. The fill efficiency factor accounts for incomplete pocket filling due to material flow characteristics — for free-flowing materials it is typically 0.75–0.85; for cohesive or aerated materials it may be as low as 0.50–0.65, requiring a larger valve or higher RPM to achieve the same mass throughput. Most rotary valve manufacturers provide sizing software and application engineering support to assist with this calculation, and supplying bulk density, particle size distribution, flowability characterization, and required throughput data to the manufacturer at the inquiry stage allows accurate valve selection before purchase.
A square port rotary valve operating in continuous industrial service accumulates wear at predictable locations — rotor tips, housing bore, end plates, shaft seals, and drive bearings. Establishing a structured preventive maintenance program based on the valve's operating conditions is the most cost-effective way to maximize service life and avoid unplanned downtime.
A well-specified and properly maintained square port rotary valve is a highly reliable component with a service life measured in years to decades in appropriate service conditions. The investment in correct initial specification — matching rotor design, material of construction, and sizing to the actual application requirements — invariably delivers lower total cost of ownership than selecting a generic or undersized valve based on purchase price alone, then absorbing the downstream costs of premature wear, process disruption, and unplanned maintenance.








